您身边的铝表面处理专家
Aluminum surface treatment experts around you

Aluminum surface treatment experts around you
广东安德立铝业有限公司
汽车与电子综合事业部
江先生13825560000
建材事业部
陈先生13928685573
铝基板事业部
黄先生13929946601
电话: 0757-85408561
传真:0757-85408562
邮箱:adltal@163.com
地址:佛山南海区国家生态园捷贝路12号
网址:www.adltal.com
一、阳极氧化铝卷的染色操作
(1)、染单色法:
1、将经阳极氧化,用清水洗净的铝制品,当即浸入40-60℃的上色液中浸泡。
2、浸泡时刻:淡色30秒钟-3分钟;深色、黑色3-10分钟。
3、染后取出,用清水洗净。
(2)、染多色法:
1、若在同一铝件上染两种或多种不同色彩、或印出山水、花鸟、人物、文字时,则其手续甚繁。
2、有涂料掩蔽法、直接印染法、泡沫塑料扑染法等。上述各法操作不同,但原理共同。
3、涂料掩蔽法主要是将快干易清洗的清漆薄而均匀地涂刷在真正需求的黄色上,把它掩蔽起来。
4、待漆膜干后,将铝件悉数浸入稀铬酸溶液中,以退去未涂刷清漆部分的黄色,
5、取出,用清水洗去酸液,低温烘干后,再染赤色,如欲染第三、四色可照上法操作。
(3)、关闭:
1、经染色的铝件用水洗净后,当即放入90-100℃的蒸馏水中煮30分钟。
2、通过这样处理后,外表变得均匀无孔,构成致密的氧化膜。
3、上色所涂的染料就沉淀在氧化膜内,再也擦不掉了,被关闭后的氧化膜不再具有吸附性,而且耐磨、耐温、绝缘性都得到加强。
4、将通过关闭处理的铝件的外表擦干,再用软布擦亮,就能得到美丽艳丽的铝制品。
5、如染多色,关闭处理后,应将铝件上所涂的保护剂除掉,小面积用棉花沾丙酮揩去,大面积可将染色铝件浸入丙酮内把漆洗去。

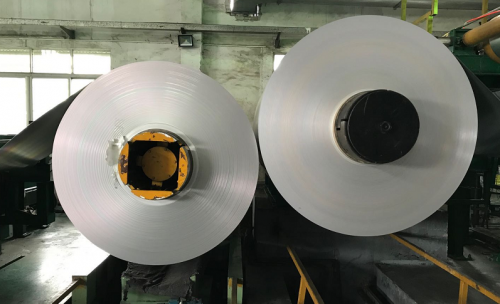
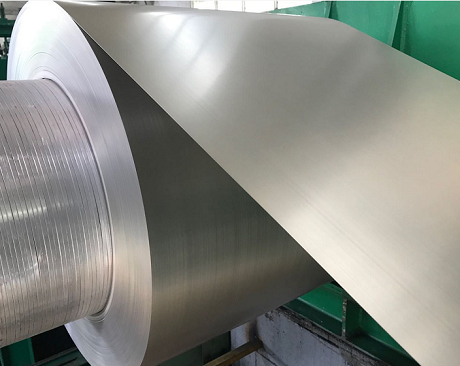
二、阳极氧化铝卷材对拉矫生产线的要求
阳极氧化铝卷材是一种对性能和表面质量要求很高的铝加工产品,由于表面清洁度和平直度要求严格,阳极氧化铝卷材都必须进行清洗和矫直。
(1)对拉矫生产线提出了很高的要求:
1、板型1m之内不能有超过2mm的波浪;
2、厚度公差为±0.01mm;
3、表面不允许有色差、油斑、印痕、擦划伤、粘伤、橘皮、铝灰等影响表面感观质量的缺陷;
4、卷材端面平整,无荷叶边。
5、因此现有国内设计制造的拉矫生产线基本不能满足需要。
(2)对拉矫生产线的要求主要体现在以下几方面:
1、经清洗和拉矫后的表面不允许有可见的残留工艺油、油斑、水渍、铝灰,为此,拉矫的清洗作用非常关键。
目前国内设计制造的拉矫生产线,由于高表面产品要求与设备设计脱节(用户提不出要求)、设备制造方与产品脱节(制造商不知具体产品对设备的特殊要求),清洗效果大都不佳。
比如国内企业采用的拉矫,其高压喷嘴只在上下表面各设一排,低压漂洗喷嘴也只有5-6排,清洗能力弱,为满足清洗要求,只能采用降速或重复清洗,并在水温、水压上进行调整,加强喷嘴和管路的维护检修,强化清洗用水的纸带过滤和增加清洗用水的更换频次,这样牺牲了生产效率,增加了员工劳动强度,而清洗效果仍与用户要求有差距。
2、严格掌控表面烘干温度,既要烘干表面水分,又不能留有水痕,烘箱温度低了不利于烘干,高了又容易产生粘伤。
目前国内拉矫的设计都没有考虑到烘干后冷却工艺段的设置,故西南铝为此采用大于等于75℃的蒸汽进行烘干,如温度达不到要求则需检查调整蒸汽压力、停机排除热交管内的冷凝水;
还外接压缩风管由人工对带材两边部进行吹扫。这样显然留有质量隐患,还严重影响设备生产效率。
3、对于矫直单元,不仅要求矫直波浪的效果,还必须关注不能产生辊印、粘伤、麻皮、油泥等矫直缺陷。
目前国内使用的拉矫在矫直单元方面大都存在问题,很多根本不能投入使用,只是依赖张力拉伸矫直,加大了张力系统的负荷、矫直效果普遍较差,尤其是较厚的卷材,不得不采用降速拉矫,甚至进行二次拉矫。
通常为减少“麻皮”的产生、延长矫直辊系的寿命,对辊系采用人工用喷枪雾状润滑,这样做增加工人负担,油少了辊系会发热、产生粘伤,油多了又会产生油斑。
国内企业拉矫对矫直单元进行了改造,效果有所改善,但事后弥补增加了费用,效果也不如最初就正确设计。
4、对卷材的切边要求高,端面必须平整,无卷边、毛刺。